弹性体TPE/TPR测试硬度偏差原因分析
2020-03-25
硬度是热塑性弹性体TPE,TPR的一个重要性能参数,一般的产品对于TPE,TPR材料的硬度要求在标准硬度±3~5度(A)范围内。一些对软硬度要求高的制品,如耳机线,软质TPE制品(如硬度0~15A的超软情趣品),甚至要求TPE材料硬度在标准硬度±2度(A)范围内。硬度的把握对于新产品TPE,TPR材料样办的确认非常重要,有时候因为对材料样板硬度把握不准确,可能会导致样品料硬度把握的不准确,进而造成试样硬度达不到客户要求。
TPE/TPR样板硬度测试不准确,有如下一些因素:
1.邵氏硬度计的因素
1.1压针长度对试验结果的影响
标准中规定邵尔A硬度计的压针露出加压面的高度为2.5mm,在自由状态时指针应指零点。当压针在平滑的金属板或玻璃上时,仪器指针应指100度,如果指示大于或小于100度时,说明压针露出高度大于或小于2.5mm或小于2.5mm,这种情况下应停止使用,进行校正。当压针露出高度大于2.5mm时测得的硬度值偏高。
1.2压针端部形状对试验结果的影响
邵尔A型硬度计的压针端部在长期作用下,造成磨损,使其几何尺寸改变,影响试验结果,磨损后的端部直径变大所测得结果也大,这是因为其单位面积的压强不同所致。直径大则压强小所测得硬度值偏大,反之偏小。
2.环境温度因素
橡胶为高分子材料,其硬度值随环境的变化而变化,温度高则硬度值降低。胶料不同其影响程度不同,如结晶速度慢的天然橡胶,温度对其影响小些,而氯丁橡胶、丁苯橡胶等则影响显著。同样一个配方的TPE,TPR材料,冬天比夏天硬度要偏硬5度(A)左右。
3.读数时间的影响
邵尔A型硬度计在测量时读数时间对试验结果影响很大。压针与试样受压后立即读数与指针稳定后再读数,所得的结果相差很大,前者高,后者偏低,二者之差可达5至7度左右,尤其再合成橡胶测试中较为显著,这主要使胶料在受压后产生蠕变所致。一般试样受压后应立即读取数(注)。
4.样板(试片)厚度的影响
测量的TPE材料的硬度与测量方法及零件的厚度相关。同一款TPE型号材料,做成的制品厚度越大,给人的感觉越硬,尽管实际上厚度大小与材料硬度无关。ASTM方法规定测试样板厚度为0.250英寸(约为6.35mm的试片厚度),这是硬度不受厚度影响的范围。
注:大多数材料都能承受最初的压力,但随着时间的推移,因发生蠕变和松弛而会屈服。硬度计的读数可以即时读取,也可在某一段特定延迟时间之后读取,通常是在5至10秒之后读取。即时读数通常会显示出比延迟读数较高(或较硬)的读数。延迟读数不仅对材料的硬度而且对其回弹性而言,均更有代表性。较弱、弹性较差的材料,比较强、较有弹性的材料更容易发生蠕变。
相关知识:
1.压针的刺入深度。
测量硬度最普遍采用的仪器称为邵氏硬度计。该仪器测量的穿入深度为零至0.100英寸(约为2.5mm)。若标度上的读数为零则意味着压头穿入了极限深度。同样,读数为100则表示压头无穿入。
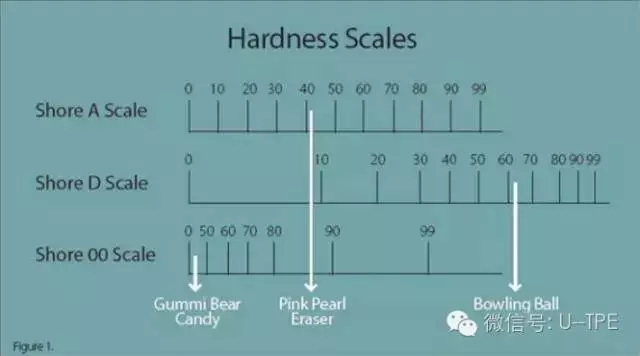
2.不同硬度范围的材料对硬度计的选取。
邵氏硬度计有三种,分别是邵氏A硬度计,邵氏D硬度计,邵氏OO硬度计。邵氏硬度计A,一般测试30~90A的硬度范围比较准,硬度低于30A,用邵氏硬度OO表测试;硬度高于90A,用邵氏硬度D标测试,测试值更为精确(如下图)。